



光響製レーザー加工機ポータルページとは
光響は、国内で最も多くの種類の加工用レーザーを保有しており、お客様のご要望、加工材料や用途に合わせて最適なレーザー加工機の提案が可能です。
- 波長は、0.3 μm、0.5 μm、0.8 μm、1.0 μm、10 μm(UV〜近赤外域)
- パルス幅は、フェムト秒、ピコ秒、ナノ秒、CW
- 平均出力は、〜1,500 W
- パルスエネルギーは、〜8 mJ
- 可変パルス幅は、350 fs〜10 ps
- レーザー発振タイプは、モード同期、Qスイッチ、MOPA、QCW、CW、BiBurst
- 加工機は、レーザーマーカー、レーザーエングレービング、レーザークリーナー、レーザー溶接機、レーザー切断機、fsレーザー加工機
レーザーセーフティ、チラー・集塵機、レーザーモニタリングなどのオプション製品も多数取り揃えております。
光響製のレーザー加工機(波長、パルス幅、パワー別)
光響製のレーザー加工機(波長、パルス幅、パワー)を下表にご紹介します。
例えば、他社では出来ないと思われる
- フェムト秒レーザーにおける波長1 μm、グリーン、UVの波長依存性の加工テスト
- UV波長におけるns、ps、fsのパルス幅依存性の加工テスト
- 波長1 μmにおけるCW、パルス(Qスイッチ、MOPA、モード同期)の発振形態別の加工テスト
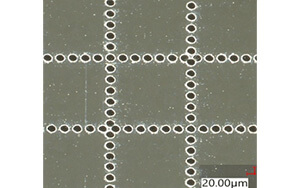
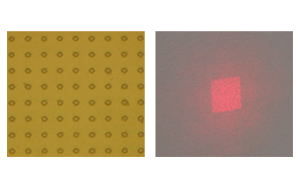
- BiBurstモードにおける極微細加工テスト
- 平均出力80 W、パルスエネルギー2 mJの極微細加工テスト
を行うことができます。
| 0.3 μm
(UV) |
0.5 μm
(グリーン) |
0.8 μm
(Tiサファイア) |
1 μm
(ファイバー) |
10 μm
(CO2) |
|
|---|---|---|---|---|---|
| CW | – | – | – | 1,500 W(クリーナー、切断機、溶接機) | 100 W、 30 W |
| ナノ秒(ns) | 25 W 5 W |
7 W | – | 100 W、200W 30 W、50 W、20 W (MOPA、Qスイッチ) |
|
| ピコ秒(ps) | 20 W(0.25 mJ) | 40 W(0.5 mJ) | – | 80 W(2 mJ) |
– |
| フェムト秒(fs) | 20 W(0.25 mJ) | 40 W(0.5 mJ) | 1 W | 80 W(2 mJ) | – |
| MHzバースト | ⚪︎ | ⚪︎ | – | ⚪︎ | – |
| GHzバースト | ⚪︎ | ⚪︎ | – | ⚪︎ | – |
| BiBurst(GHzバーストin MHzバースト) | ⚪︎ | ⚪︎ | – | ⚪︎ | – |
光響製のレーザー加工機(用途別)
光響製のレーザー加工機を用途別にご紹介します。







光響ができるレーザー加工例
光響が保有するレーザー加工設備一覧表
| 加工レーザーの種類 | パルス幅 | 平均出力 / ピーク出力 |
加工最大寸法 (L × W × H) (mm) |
主な加工用途 | 加工能力 及び 特長 |
メーカー | 型番 |
|---|---|---|---|---|---|---|---|
| レーザー加工設備一覧表をご覧ください | |||||||
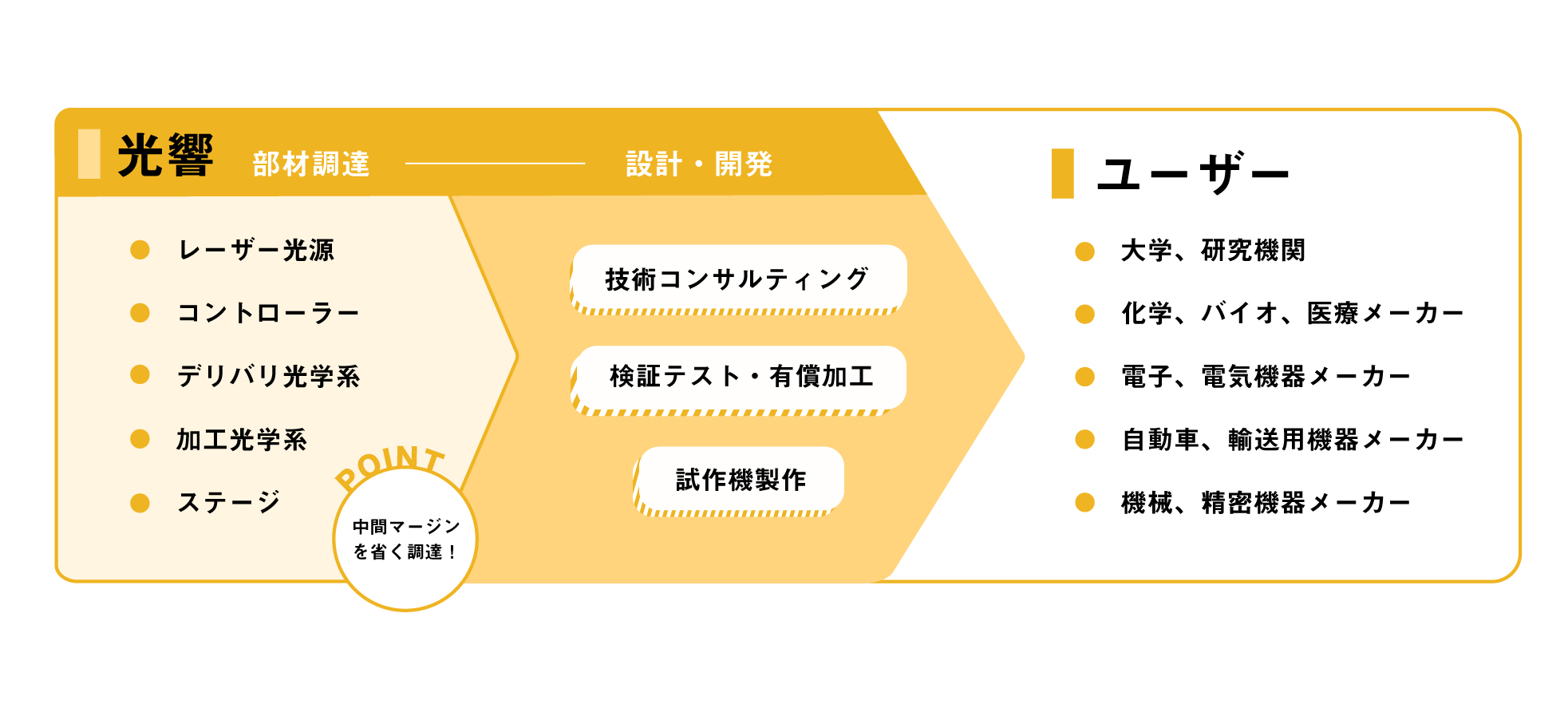
光響のBespoke of Laserとは?
光響は、これまでの経験からレーザー加工機を利用するお客様の気持ちを知っております。大切にしているのは、使用感です。仕立ての良い服をまとった時と同様、使い勝手の良さをお客様に提供致します。
従来、オーダーメイドな加工機をインテグレーターに依頼すると、パッケージ加工機に比べ高価になりがちです。それは、今やほとんどが輸入品となったレーザー光源、光学系、コントローラーを一般インテグレーターは、都度に各専門商社から購入せざるを得ないからです。
一方、我々は自身が、レーザー部品の輸入商社です。従い、加工機向け部品原価は、メーカー仕入れ価格なのです。また、我々はレーザーを知り抜いています。加工機の部品選定にあたり、「オーバースペック」と「多分大丈夫」がありません。
光響は、お客様ご興味のレーザー加工に対し、コスト、加工システム案、シミュレーション、そして、Bespokeな(オーダーメイドの)レーザー加工エンジンをデザインします。
光響のレーザー加工機を利用するには
光響は、加工用レーザーの利用方法に対しても、国内で最も多くの選択肢をご用意しております。
レーザー加工の特長
レーザー加工の特長は
- 非接触で加工することができる。
- 機械加工(切削工具など)ができなかった硬いもの、脆いもの、複雑な形のものも加工することができる。
- 刃先のような摩耗部品の交換が不要である。
- 高速で加工することができる。
です。
レーザー加工機の原理
レーザー加工機は、パソコン上の画像処理ソフトウェアと連動することで、図のようにレーザーを制御し、任意の箇所を加工(切断、溶接、マーキング)することができます。方式には、大きく分けて、フラットベッド方式とガルバノスキャン方式があります。

レーザー加工のイメージ図
フラットベッド方式は、レーザーを照射しながら、図のように駆動部分に取り付けられたレーザーヘッドをX方向やY方向に動かすことで、レーザー加工する方式です。駆動部分の動作範囲とレーザーマーキング範囲がほぼ同じであるため、広範囲にレーザーマーキングすることができます。
ガルバノスキャン方式は、図のようにレーザーをガルバノスキャナーに付いた2枚のミラーで反射し、fθレンズで集光させ、2枚のミラーをスキャン(走査)することで、レーザー加工する方式です。ガルバノスキャナーは高速動作が可能なため、高速にレーザー加工することができます。

レーザー加工機のパラメータについて
レーザー加工機のパラメータは、主に
- レーザーの波長
- レーザーのパワー(パルスの場合は、繰り返し周波数 × パルスエネルギー)
- レーザーのパルス幅
などがあります。それらのパラメータは、加工したい材料や用途によって決まります。
1. レーザーの波長について
レーザーの加工材質の波長特性
高効率なレーザー加工を行うためには、レーザーの波長と加工材質の吸収波長のマッチングが重要になります。
レーザー加工材質(研磨した銀、銅、炭素鋼、ニッケル、アルミニウム)の吸収波長特性を示します。
吸収率(Absorption Rate)が高いほどレーザー加工がしやすくなるため、レーザーの波長が短いほど加工がしやすいことが分かります。
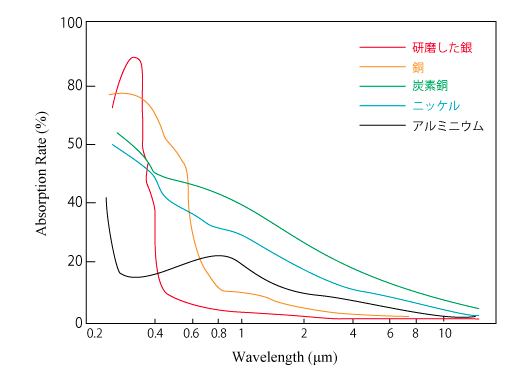
レーザー加工材質(研磨した銀、銅、炭素鋼、ニッケル、アルミニウム)の吸収波長特性
Optipediaより引用
レーザーのビームスポット径の波長特性
レンズで集光させたときのレーザーのビームスポット径は下式で表されます。
φ = 4 f λ / π D
ビームスポット径 φは、例えばレンズの焦点距離 fを100 mm、入射径 Dを10 mmとすると、
- CO2レーザー(波長10μm)の場合:127 μm
- ファイバーレーザー(波長1064nm)の場合:13.5 μm
- UVレーザー(波長355nm)の場合:4.5 μm
となります。レーザーの波長が短いほど、ビームスポット径が小さくなるため、高精密に加工することができます。
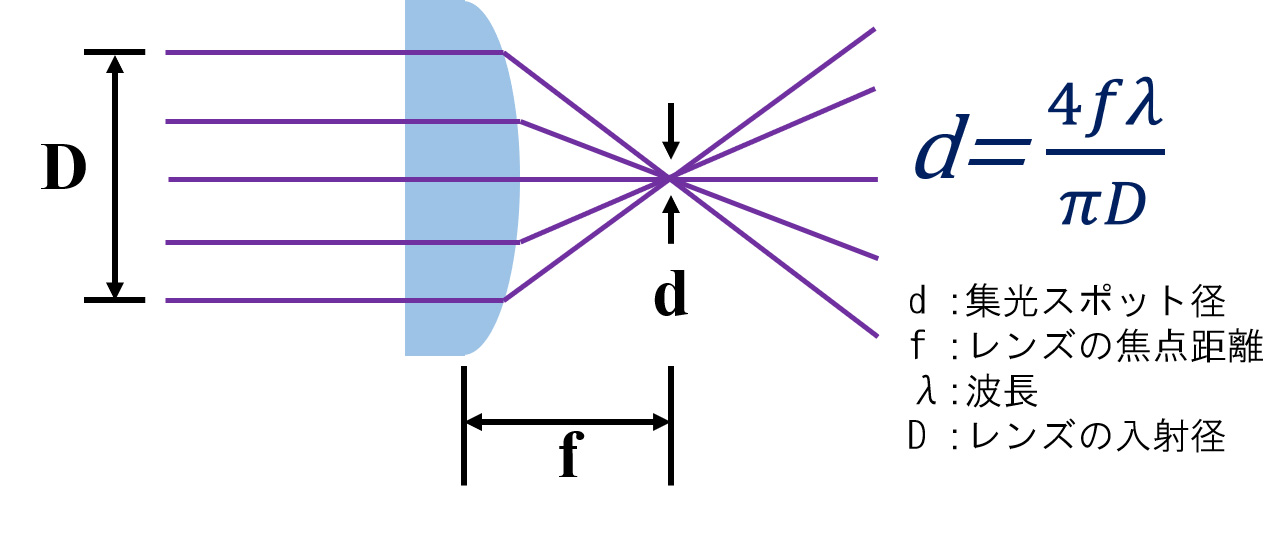
レーザーのビームスポット径の式
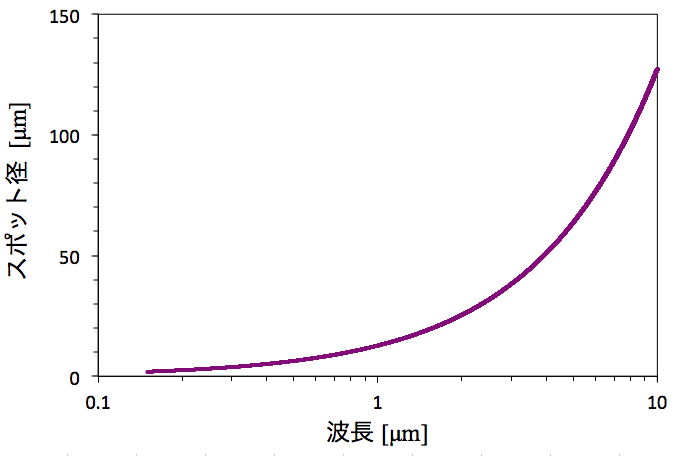
レーザーのビームスポット径の波長依存性
レーザー(光子)のエネルギーの波長特性
光を粒子としてとらえた場合、光子1個1個のエネルギーは波長によって決まり、
波長が短いほど光子のエネルギーは高くなります。(参照:光電効果)
光子のもつエネルギーは下式で表されます。
E = hν = hc / λ
光子のもつエネルギーEは、波長 λが小さければ小さいほど、大きくなることが分かります。
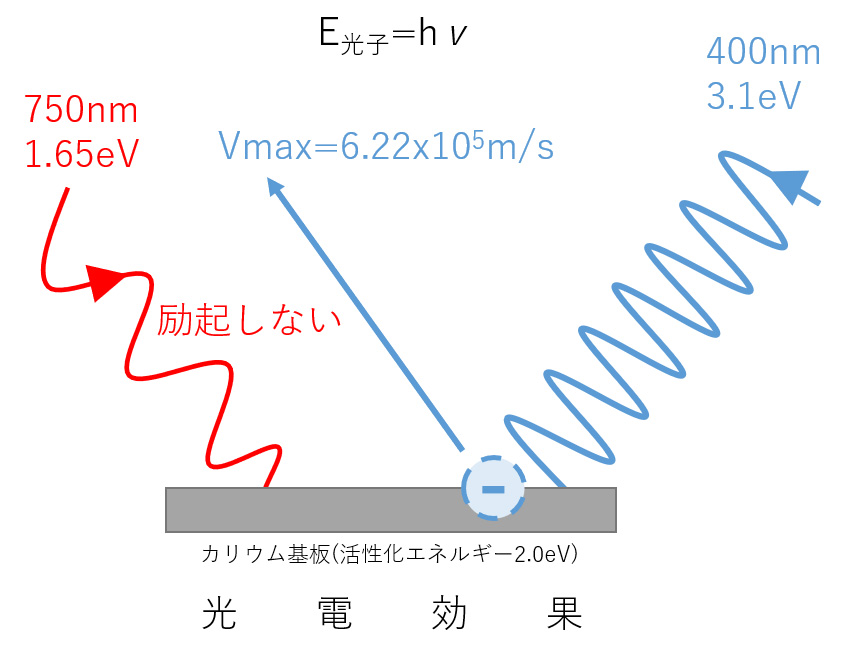
光電効果の例
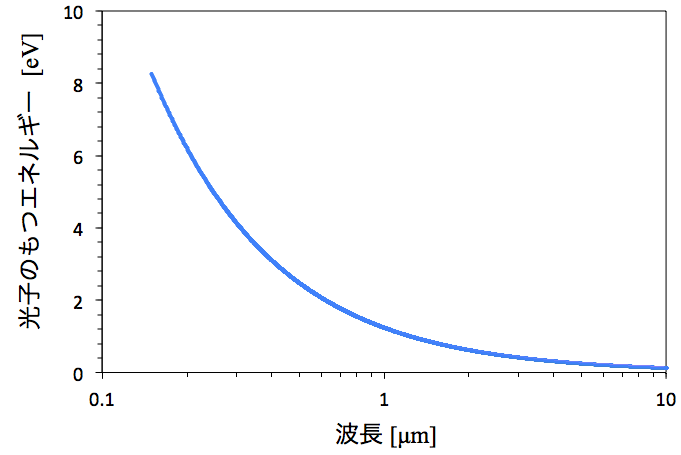
光子のもつエネルギーの波長依存性
一般的に、波長が長いレーザー(CO2レーザーやファイバーレーザー)は、照射した素材を加熱し化学結合を切断するため、熱加工になりやすいです。
一方、波長が短いレーザー(UVレーザー)は、光子のエネルギーが大きいため、
素材の化学結合を光で切断する光分解加工(非熱加工)になりやすい傾向があります。
光分解加工(非熱加工)は、熱加工に比べて、加工箇所の仕上がりが滑らかで美しく、残渣も少ないというメリットがあります。
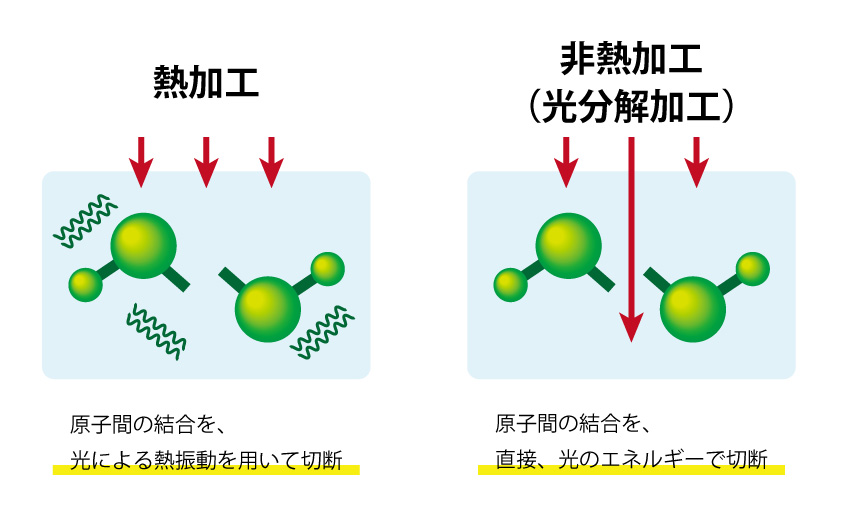
熱加工と非熱加工
レーザーマーカーでマーキングができる材料のデータベース
光響では、樹脂系、金属系、ソーダガラス、石英ガラス、ホウケイ酸ガラス、磁器、陶器、紙類、ダンボール、木材、アルミナ、アルミカード、ソルダーレジスト、ガラスエポキシ基板、ジルコニア、フェルト、人工皮革など、50種類以上の材質に対して、波長別のレーザーマーキング結果を写真や動画で撮影し、データベースとして公開しております。
- 樹脂、エラストマー
- 金属
- 鉱石
- 木材
- 布
- FRP、プリント基板、他
詳細はレーザーマーカーのページをご覧ください。
2. レーザーのパワーについて
レーザーを加工したい材料に当てると、レーザーは材料によって吸収されたり反射されたりします。
吸収されたレーザーは熱になり、この熱によって加工が行われます。
ただ、これは下図に示すように、材質や加工点でのレーザーパワー密度により異なりますし、また複数の加工形態を含んだりしております。
レーザーのパワー密度(ビーム強度)が低い順に見ていきますと
- 溶融 →レーザー溶接機
- 脱色、着色、変色 →レーザーマーカー
- 上層膜の除去 →レーザークリーナー
- エングレービング、彫刻 →レーザーエングレービング
- 切断 →レーザー切断機
となります。光響は一式取り揃えております。
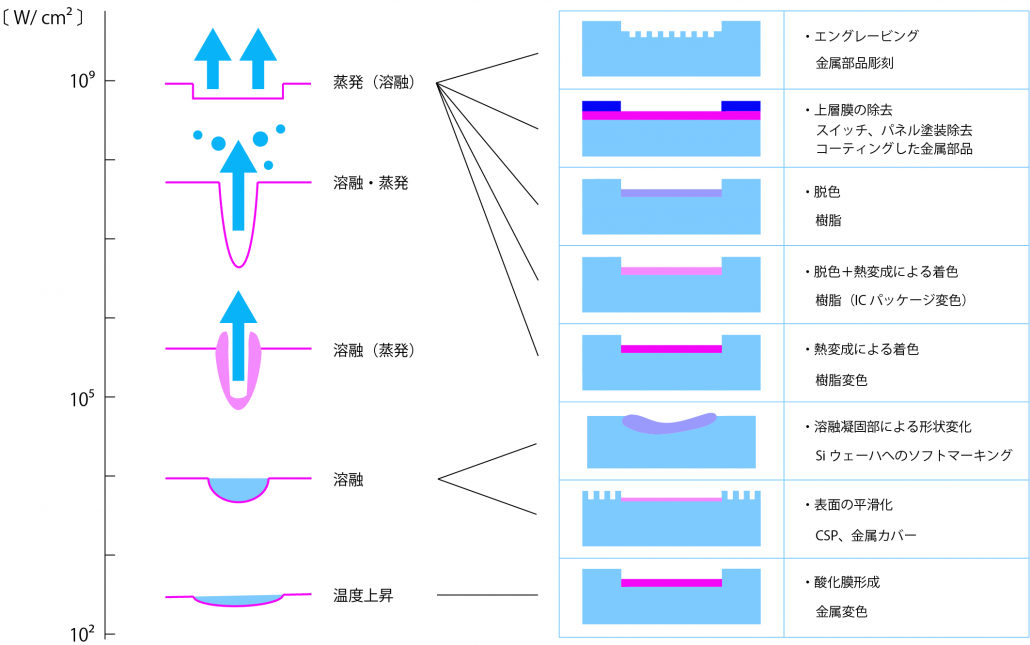
Optipediaより引用
5の切断については、光響では主にファイバーレーザーを用いております。
ファイバーレーザーのパワー(W)と切断可能な材料の厚みをグラフ化しました。
黄色がブラス(真鍮)、青色がアルミニウム、緑色がステンレススチール、灰色がカーボンスチール(炭素鋼)を示しております。
例えば、弊社が保有しているファイバーレーザー1500Wの場合、カーボンスチール(炭素鋼)は12mmの厚さまで切断することができます。
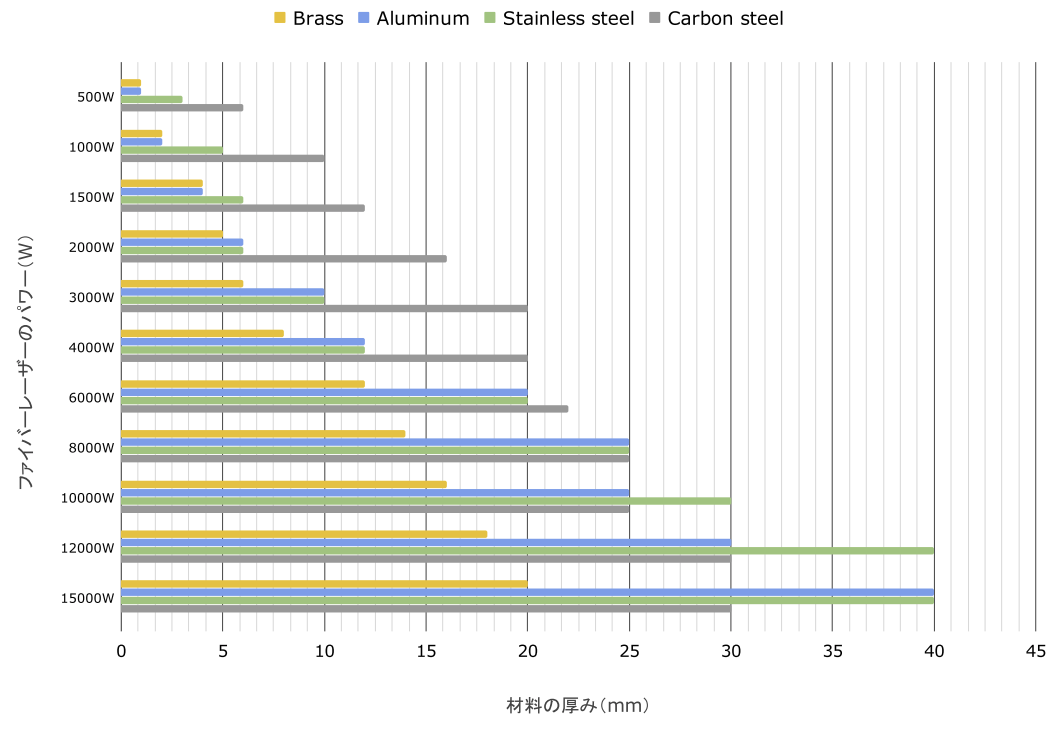
ファイバーレーザー加工機におけるレーザーのパワーと切断可能な材料の厚み
3. レーザーのパルス幅について
パルス幅が短いほど、小さなパルスエネルギーで精密な加工ができることが分かります。
| パルス幅 | 3.3 ns | 80 ps | 200 fs |
|---|---|---|---|
| 波長 | 780 nm | 780 nm | 780 nm |
| パルスエネルギー | 1000 μJ | 900 μJ | 120 μJ |
| フルーエンス | 4.2 J/cm2 | 3.7 J/cm2 | 0.5 J/cm2 |
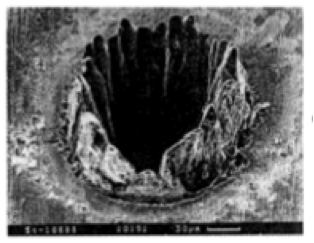 ナノ秒レーザーによる加工 |
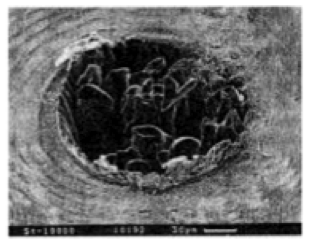 ピコ秒レーザーによる加工 |
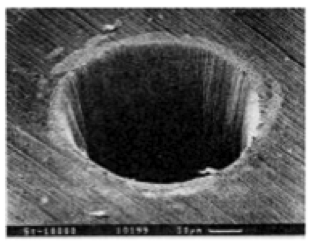 フェムト秒レーザーによる加工 |
Optipediaより引用
レーザー関連製品・コンテンツ
レーザーセーフティ(レーザー安全)関連製品・コンテンツ









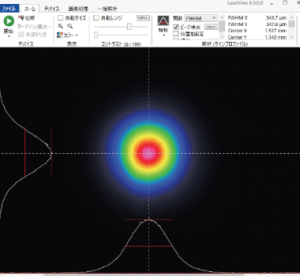
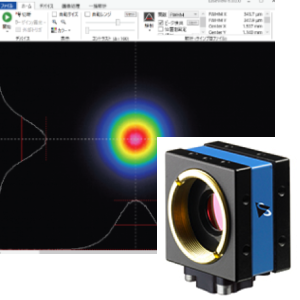
光響製ビームプロファイラ製品


光響製レーザー加工関連アクセサリー



その他レーザー加工関連アクセサリー



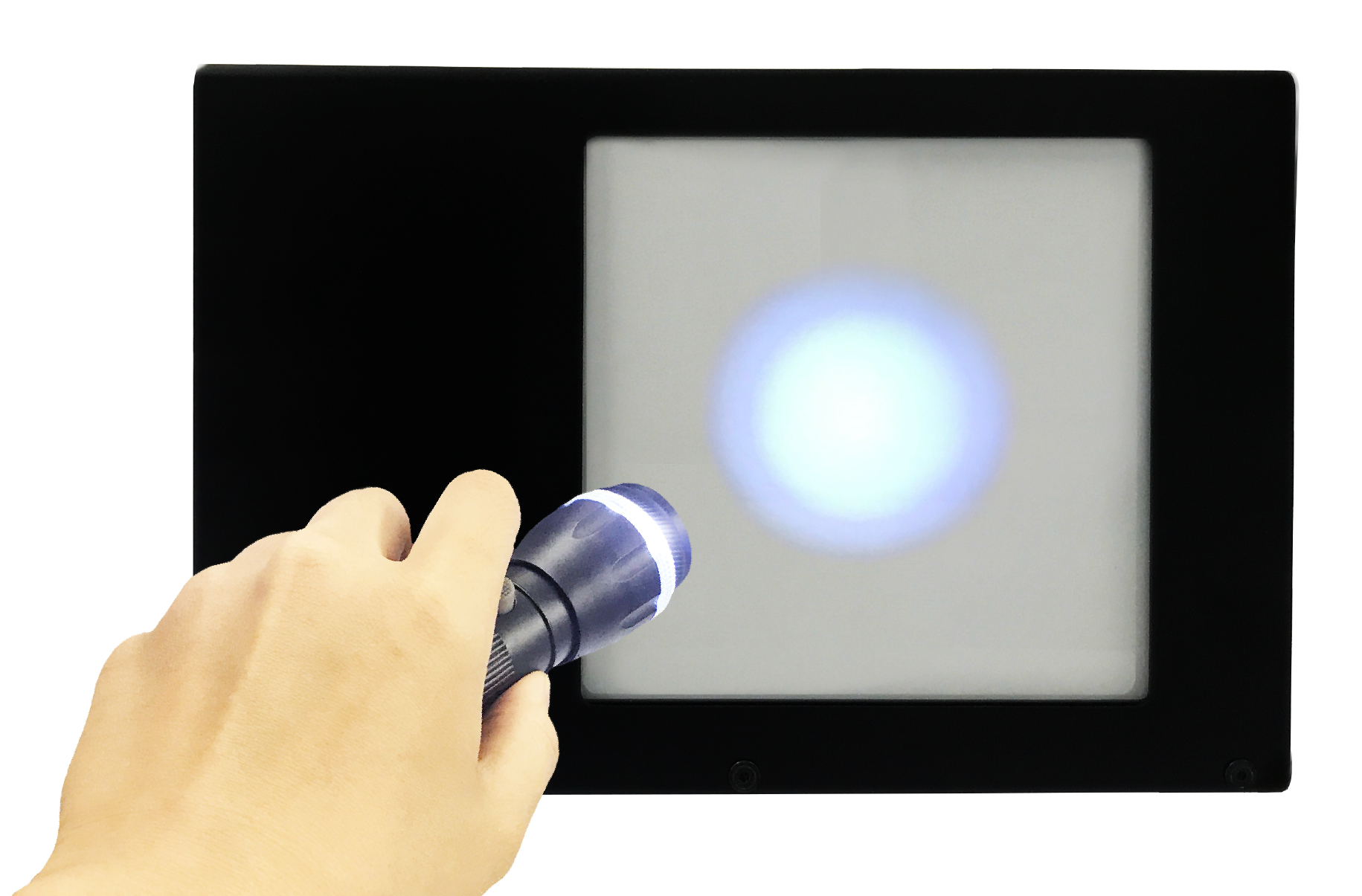
本製品を用いる事で、レーザー光の焦点出しを視覚的に確認する事で、加工高さ軸の位置決めと焦点深度探索作業を合理的に実施する事に加え、加工対象材料に対するレーザーバイトサイズの定義も可能になります。
光響のレーザー加工機に関するニュース
レーザー加工機に関する招待講演
- 2022年02月24日 弊社代表 住村が秋田県立大学にて、招待講演を行いました
- 2020年11月17日 (終了)「第94回レーザ加⼯学会講演会(Webカンファレンス)」についてのお知らせ
- 2020年11月06日 サイバネットシステム(株)主催の「測定ソリューションWEBセミナー2020」/技術動画公開のお知らせ
- 2020年08月19日 (終了)「第81回 応用物理学会 秋季学術講演会シンポジウム」についてのお知らせ
レーザー加工機に関するプレスリリース
- 2024年08月09日 従来製品比半額のHuaray社製フェムト秒レーザー発振器 導入事例のご紹介
- 2024年07月29日 CW 1,500 Wレーザークリーナーを7月29日(月)より販売開始
- 2024年06月21日 業界初、集光強度100 MW/cm²と空冷式を実現したメガパワーレーザークリーナーを6月21日(金)より販売開始
- 2024年06月14日 ハンディ式レーザーマーカーを6月21日(金)より販売開始
- 2024年05月10日 高出力ナノ秒UVレーザーマーカー装置を5月15日(水)より販売開始/高速・高精度微細レーザー加工ツールを価格優位性のある形での提供
- 2024年05月08日 産業分野向けフェムト秒レーザー加工/ソリューション提案拡充のお知らせ
- 2024年02月09日 Light Conversion製Carbide 3波長フェムト秒 発振器導入のお知らせ
- 2023年09月29日 Huaray社レーザー発振器搭載/従来製品比半額のフェムト秒レーザー加工機販売開始
- 2023年08月25日 光響製レーザークリーナー お客様でのご利用実績が国内No.1の200件超えを実現
- 2023年07月28日 「ビームプロファイラ用 UV 対応ダブルビームスプリッタ付き減衰光学系セット (LaseView カメラセットシリーズ用)」を8/1(火)より発売
- 2023年04月14日 省スペース化を実現した大口径・高出力対応ビームプロファイラ (LaseView-LHB-25)/レンタルサービスについてのお知らせ
- 2022年03月14日 大口径・高出力対応ビームプロファイラ/LaseView-LHB-200のレンタルサービス開始のお知らせ
- 2022年02月07日 「マーカー機能付きレーザークリーナー」を2月9日より発売、文字や絵柄に合わせてクリーニング及びマーキング
- 2021年11月01日 赤外域波長のビーム径・品質を分析・解析、「LaseView-CA35-NIR1550カメラセット」を11月4日(木)より発売
- 2021年09月22日 各種汚れ(サビ・金属酸化物等)を強力パワーで簡単除去、 「200 Wレーザークリーナー」を9月24日(金)より発売
- 2021年09月17日 中赤外域波長のビーム径・品質を分析・解析、 「LaseView-CA-MIRカメラセット」を9月22日(水)より発売
- 2021年09月14日 2軸ガルバノスキャナーミラーを採用した連続波発振(CW Operation)による500 Wレーザークリーナーを9月15日(水)より販売開始。
- 2021年09月06日 3波長フェムト秒レーザー加工ソリューションサービスを9月8日(水)より開始。
コールドアブレーションによるマイクロナノスケール生成ツールを提供 - 2021年08月31日 圧倒的低価格かつISO標準規格に準拠したIRセンサーカードを 9月1日(水)より発売。近赤外領域の目に見えないレーザー光を可視化
- 2021年05月11日 「マーカー機能付き100Wレーザーエングレービング」を5月12日(水)より発売、 高品質ビームによる優れた加工を実現
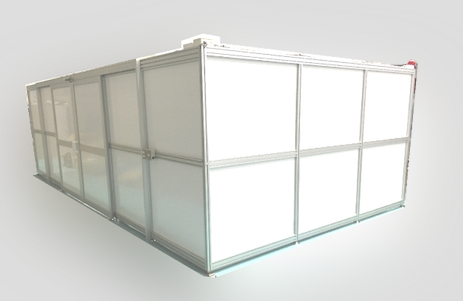
- 2021年04月30日 「レーザー保護パーティション(レーザーバリアパーティション)」を 5月6日(木)より発売
- 2021年04月23日 優れた加工精度を実現する5Wの「UV レーザーマーカー」を発売
- 2021年04月21日 優れた加工精度を実現する5Wの「UVレーザーマーカー」を発売
- 2021年04月12日 大口径レーザー光(最大200 × 200 mm)を高精度に測定・分析・評価、受光面サイズを200 × 200 mm へ大型化したビームプロファイラを発売
- 2021年04月06日 LaseViewとCode Vを用いた高精度レーザー光学系の設計・シミュレーションの実現
- 2021年02月19日 各種金属を優れた精度で加工・切断、高精度ファイバーレーザー切断機を2月19日(金)より発売
- 2021年02月17日 照射エリアを隅々まで正確マーキング、「テレセントリックレンズ型UVレーザーマーカー」を2月17日(水)より発売
- 2021年02月08日 各種汚れをソフトに微細クリーニング、 「UVレーザークリーナー」を2月10日(水)より発売
- 2021年02月05日 MOPA型ファイバーレーザーマーカー」を2月5日(金)より発売
- 2021年02月01日 高出力ビーム(~100 kW/cm2)測定に適したビームプロファイラを発売
- 2021年01月29日 可視から近赤外域までの広域波長のビーム測定に適したビームプロファイラを発売
- 2021年01月15日 LaaS(ラース:Laser as a Service)により、レーザーをより身近なものに
- 2020年11月24日 「100W レーザークリーナー」を全面リニューアル
- 2020年07月28日 「ビームプロファイラ用ダブルビームスプリッタ付き減衰光学系セット(LaseView カメラセットシリーズ用)」を7/29(水)より発売
- 2020年06月24日 「簡易型レーザー遮光ボックス」を6月24日(水)より発売
- 2020年06月03日 「極微細用対物レンズ型UVレーザーマーカー」を6月3日(水)より発売
- 2020年05月20日 リーズナブルな「レーザー保護メガネ」の提供開始
- 2020年04月22日 「広帯域光コムキット」を4月22日(水)より販売
- 2020年04月15日 「レーザー防護服」を4月15日(水)より発売
- 2020年04月08日 「グリーンレーザーマーカー」を4月8日(水)より発売
レーザー加工機に関するメディア掲載
- 2024年04月26日 溶接新報(レーザ新報)/弊社記事掲載のお知らせ
- 2024年04月05日 塗布と塗膜/弊社関連記事掲載についてのお知らせ
- 2024年01月12日 橋梁新聞ニュース紹介/弊社製レーザークリーナー(塗膜剥離向け用途)
- 2023年12月08日 レーザー新報への弊社関連記事 及び 広告掲載についてのお知らせ
- 2023年10月11日 橋梁新聞ニュース紹介/弊社製レーザークリーナー
- 2023年08月23日 橋梁新聞ニュース紹介/弊社製レーザークリーナー
- 2022年01月04日 京都新聞/弊社サービス記事掲載(産業機器サブスク 京で拡大)についてのお知らせ
- 2021年08月06日 日経産業新聞/弊社サービス記事掲載(サブスクで中小取り込む)のお知らせ
- 2021年07月27日 「橋梁通信((株) 橋梁通信社発刊)」にて弊社代表 住村のインタビュー記事が掲載されました
- 2021年07月06日 「橋梁通信((株) 橋梁通信社発刊)」にて弊社のレーザークリーナーが紹介されました
- 2020年10月09日 弊社レーザーマーカー/メトリー(エンジニア向け産業用製品の比較情報サイト)での紹介についてのお知らせ
- 2020年04月28日 「レーザープロセシング応用便覧」のWeb掲載
- 2020年03月06日 メディア取材についてのお知らせ(京都ビジネス交流フェア2020)
LaaS:ラース(光響のトライアル、レンタル、サブスク)
Laser as a service(レーザーアズアサービス)の略称です。
Laser as a serviceは、「モノとしてのレーザー」から、「サービスとしてのレーザー」に革新させていくサービスです。
レーザー製品を「所有」することから、レーザー製品が必要なときに「利用」するへ!
レーザー・光学の動画学習サービス OptiVideo
豊富なレーザー・光学の動画コンテンツが定額で見放題で、他では聞けない有名な先生の講義が視聴可能です。
労働安全衛生法やJIS C6802を網羅したレーザー安全の講義内容を発信。
使用者、管理者にマストな、あらゆる危険に備える知識を「OptiVideo」で学べます。
また、月1回以上のWebセミナー講習が無料で聴講可能です。
